[VIP第1年] 指数:3
[VIP第1年] 指数:3
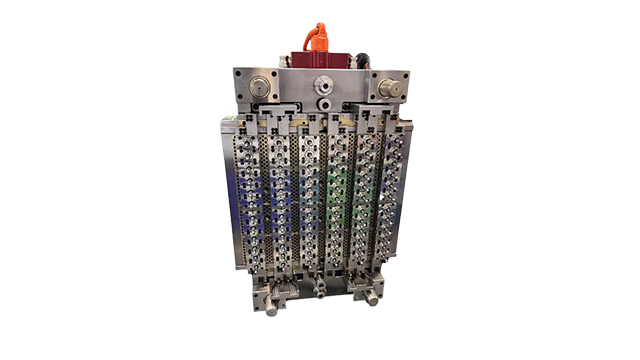
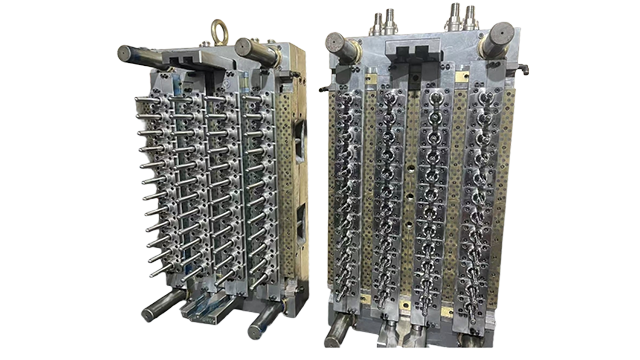
PMMA材料在模具设计与成型工艺注意事项:.PMMA镜片模具关键是抛光,必须按照标准的镜面步骤进行抛光,不能为了节省时间,采用跳级来抛光,如果前期达不到效果,后续进行追加抛光也是不行的,因为前期抛光面已经抛不平了。模具在注塑时要加温保持在一定温度才行,模温一般采用模温机加热,温度控制在110~120°C。PMMA具有一定的吸水性,其吸水率达0.3-0.4%,而注塑须在0.1%以下的温度,通常是0.04%,沙井供应mp4亚克力镜片盖板。水份的存在使熔体出现气泡、气纹,透明度降低等。所以要进行干燥处理。干燥温度80-90℃,时间为3小时以上。回收料在某些情况下可**的使用,实际份量要视品质要求而定,沙井供应mp4亚克力镜片盖板,通常可过30%,回收料要避免污染否则会影响透明度和成品的性质。可用快速注射,但要避免产生高度内应力,沙井供应mp4亚克力镜片盖板,宜用多级注射,如慢-快-慢等,注塑厚件时,则采用慢速。PMMA零件,基本上为镜面外面,建议在无尘车间,进行量产,增加产品的良率,包装也要每个进行PE膜,或者气泡袋进行包装。
亚克力镜片吸塑常见问题
亚克力字与底板粘接时底部不平的处理方法如下:
买一台幅面较宽的立式电动砂带机,把字放在上面把其底部磨平,从而加大了字的底部与底板粘接时的接触面积,使粘接处更加的牢固。
2:亚克力底板压制后起模底角裂缝问题的处理方法如下:
A:底板压制是比较好的起板时间控制在2分钟左右。
B:底板阳模四角要处理圆滑且做成倾斜度。
3、亚克力字吸压时字的表面起包吸压不平问题及处理方法处理方法有两种:
第一种方法:
A:可用2X2厚壁的方管两根十字交叉在三分之一处用长螺丝杆撺上,在其短头部位焊上角铁加大两头的接触面积,做好四根夹子备用。
B:板材烤软后放在平台模具上,用做好的夹子夹住板材四边轻轻拉平。待平台压制模具一半时,用力拉紧板材后平台压到底直到压实板材为止。
第二种方法:
A:用方管焊两个大小相同的四方框,用两个活动的折页焊在两个方框的一边。其它三边各焊一个可以活动的挂钩或其它东西固定四框即为活动的夹子。
B:把要压的字的亚克力板材尺寸裁好后夹在活动的夹子上,三边把挂钩夹紧板材。放进软化箱里面将板材软化。待软化后把夹子一同放在模具上压制成型,但要确保模具压不上活动的夹子。建议还是用第一种比较方便些。
用途:PMMA具有质轻、价廉,易于成型等优点。它的成型方法有浇铸,射出成型,机械加工、热成型等。尤其是射出成型,可以大批量生产,制程简单,成本低。因此,它的应用日趋***,目前它***用于仪器仪表零件、汽车车灯、光学镜片、透明管道等。
亚克力是继陶瓷之后能够制造卫生洁具的比较好的新型材料。与传统的陶瓷材料相比,亚克力除了****的高光亮度外,还有下列优点:韧性好,不易破损;修复性强,只要用软泡沫蘸点牙膏就可以将洁具擦拭一新;质地柔和,冬季没有冰凉刺骨之感;色彩鲜艳,可满足不同品位的个性追求。用亚克力制作台盆、浴缸、坐便器,不仅款式精美,经久耐用,而且具有环保作用,其辐射线与人体自身骨骼的辐射程度相差无几。亚克力洁具**早出现于美国,目前已占据整个国际市场的70%以上。
文章来源地址: http://xiangsu.yiqiyibiao.chanpin818.com/qtslzp/deta_4318020.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。